Россия, Нижний Новгород.
Мы делаем трости только из высококачественного тростника ARUNDO DONAX

 Наш поставщик тростника сегодня - компания Gonzalez Reeds S.A.
Наш поставщик тростника сегодня - компания Gonzalez Reeds S.A.
Аргентина, GONZALEZ reeds.
Тростник Gonzalez имеет сертификат качества, который подтверждает качество выращенного тростника и главное НИКАКИХ ХИМИКАТОВ на плантациях!
посмотреть сертификат качества
Каждая новая партия тростника при поступлении к нам проходит тщательный контроль.
Небольшой процент тростника перерабатывается сразу, тем самым определяется качество каждой партии. Если тростник имеет большое кол-во брака – вся партия возвращается поставщику, замена по качеству.
Только убедившись, что поступившая партия материала хорошего качества, контролер отдает тростник в переработку на производство.
Первый этап - "деление на сегменты"
Трубки раскалывают на «стреле» на сегменты. На этом этапе тростник проходит основной процесс определения качества, сегменты с повреждениями (кривые волокна, повреждения, потемнения и т.п.) сразу отбраковываются и только самые качественные и ровные отправляются на след этап производства.
Второй этап - "распиловка"
Сегменты тростника обрезаются по длине, получившиеся дольки еще раз сортируются по параметрам оценки качества.
Третий этап - "изготовление площадок"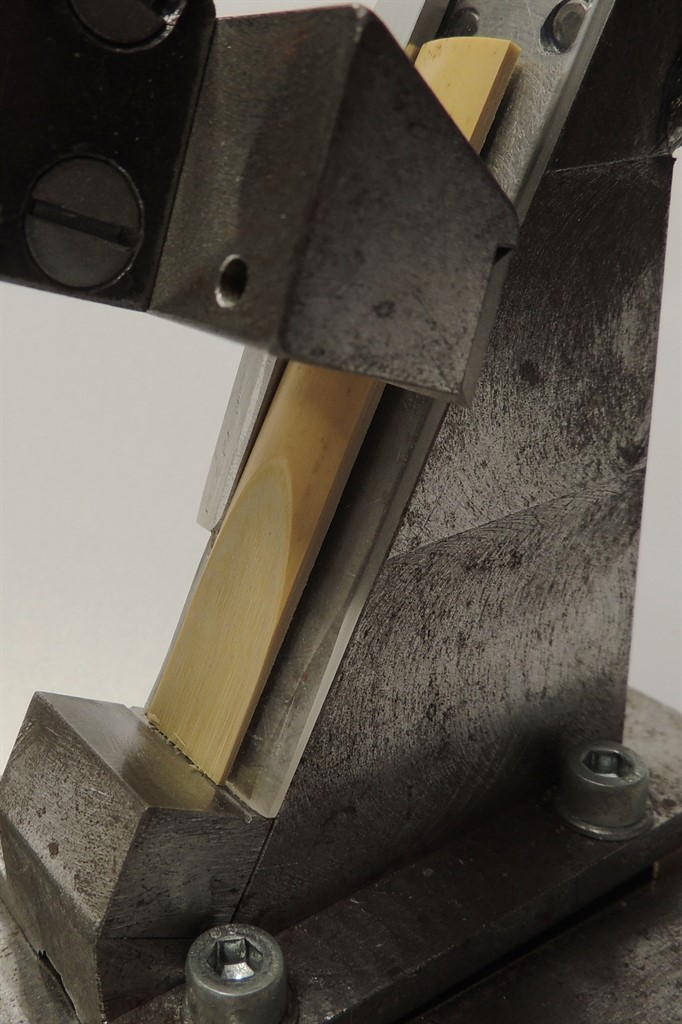
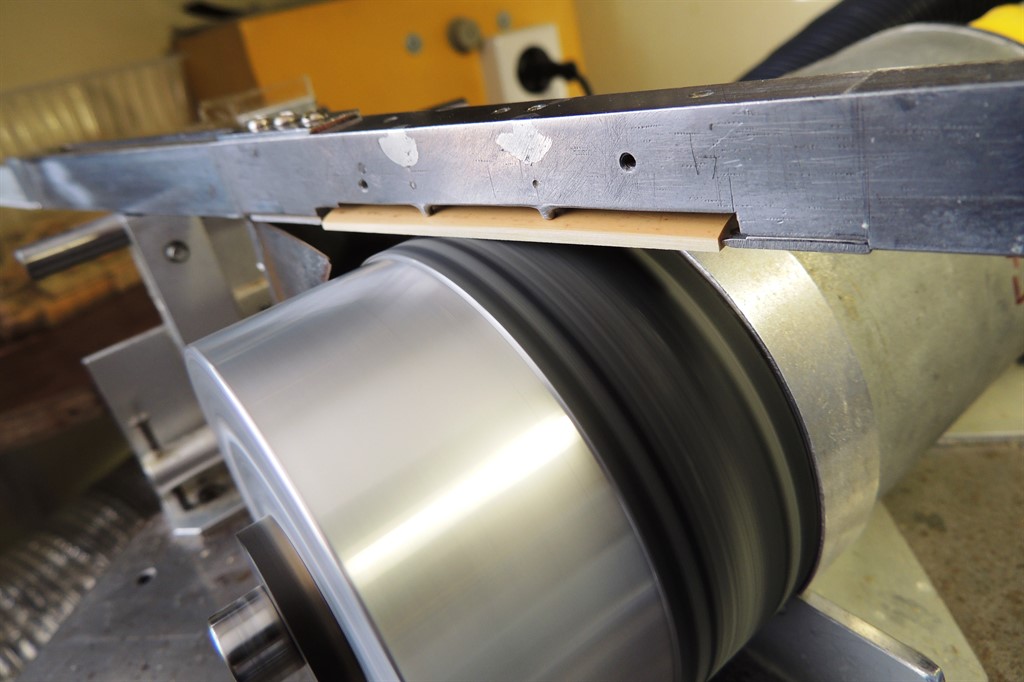
Напиленные и отсортированные дольки тростника попадают на станок для изготовления площадок. Во время изготовления площадки проходят контроль качества древесины, где вскрываются не обнаруженные ранее дефекты, такие площадки также отбраковываются. Каждая площадка при изготовлении проходит этапы многократной шлифовки для наилучшего соприкосновения трости с мундштуком.
Четвертый этап - "бланковка"
Готовые площадки на специальном устройстве проходят этап - «предварительный срез». После этого площадка готова к заточке.
Пятый, основной этап - "заточка"
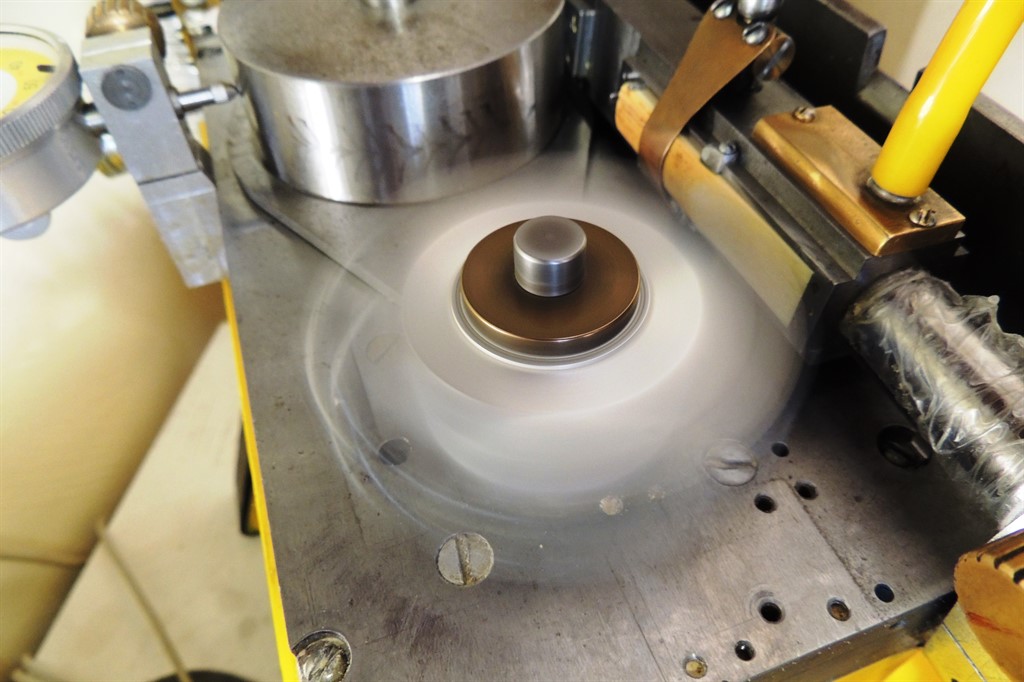
На заточном станке каждая трость в процессе заточки контролируется оператором станка, толщина заточки трости контролируется до тысячной мм. Станок имеет возможность смены шаблона, что позволяет затачивать разные модели, а также производить трости для разных инструментов.
Шестой этап - "измерение по тяжести"
Заточенные трости измеряются на специальном приборе на сопротивление к изгибу. Исходя из цифр, согласно таблице соответствия, определяется номер трости по тяжести.
Замеренные трости сортируются по номерам и отправляются на склад, при этом на складе всегда поддерживается необходимая влажность воздуха.
Седьмой этап - "маркировка"
Каждая трость маркируется при помощи гравировального лазерного станка. Преимущество нанесения информации на трость с верхней стороны в том, что не повреждается площадка прилегающая к мундштуку.
Заключительный, восьмой этап - "обрезка кончика и упаковка"
Каждая трость укладывается в индивидуальный кармашек, затем трости запаиваются герметично в полиэтиленовый пакет по две штуки и упаковываются в коробки 10 штук.




{kind=link}